Your cart is currently empty.


















































Skip to product information
 Open media 1 in gallery view
Open media 1 in gallery view
 Open media 2 in gallery view
Open media 2 in gallery view
 Open media 3 in gallery view
Open media 3 in gallery view
 Open media 4 in gallery view
Open media 4 in gallery view
 Open media 5 in gallery view
Open media 5 in gallery view
 Open media 6 in gallery view
Open media 6 in gallery view






 Open media 1 in gallery view
Open media 1 in gallery view
 Open media 2 in gallery view
Open media 2 in gallery view
 Open media 3 in gallery view
Open media 3 in gallery view
 Open media 4 in gallery view
Open media 4 in gallery view
 Open media 5 in gallery view
Open media 5 in gallery view
 Open media 6 in gallery view
Open media 6 in gallery view







Spot Welding
Regular price
$150.00
Quantity
by
Taimco
Add to wishlist
Add to Compare
Free Delivery
Canada & USA
*Additional handling charges may apply*
Description
Shipping & Handling
Contact
-
- High Efficiency: Spot welding is a fast process, making it ideal for high-volume production.
- Strong Welds: The welds produced are strong and durable, suitable for structural applications.
- Cost-Effective: It is a cost-effective method due to its low energy consumption and minimal material waste.
- Automation-Friendly: Spot welding can be easily automated, enhancing consistency and reducing labor costs.
- Minimal Distortion: The localized heating minimizes distortion of the workpieces.
- Versatility: Suitable for a variety of metals and alloys, including steel, stainless steel, and aluminum.
-
- Automotive: Widely used for assembling car bodies and other components.
- Aerospace: Essential for joining metal sheets in aircraft manufacturing.
- Electronics: Used in the production of battery packs and electronic enclosures.
- Appliance Manufacturing: Common in the assembly of household appliances like refrigerators and washing machines.
- Construction: Utilized in the fabrication of metal frameworks and structures.
- Kitchenware: Employed in the production of metal kitchen utensils and equipment.
-
- Contact us today for a Quote and let us help you bring your projects to life with precision and excellence.
- The Raw Material Cost is extra and will be added to the Spot Welding service cost based on the Metal type and thickness.
-
- You Can Email Us at Info@taimco.ca for any more information.
- Phone: +12899992334
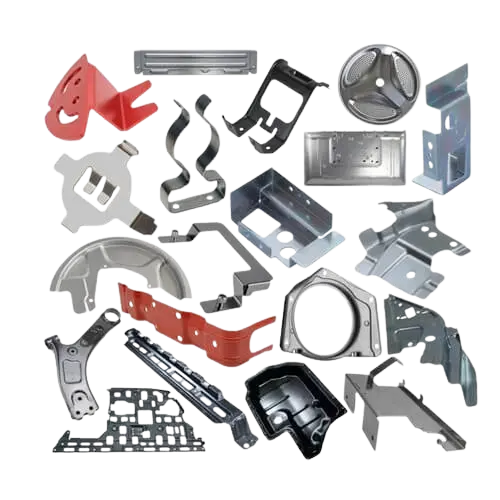
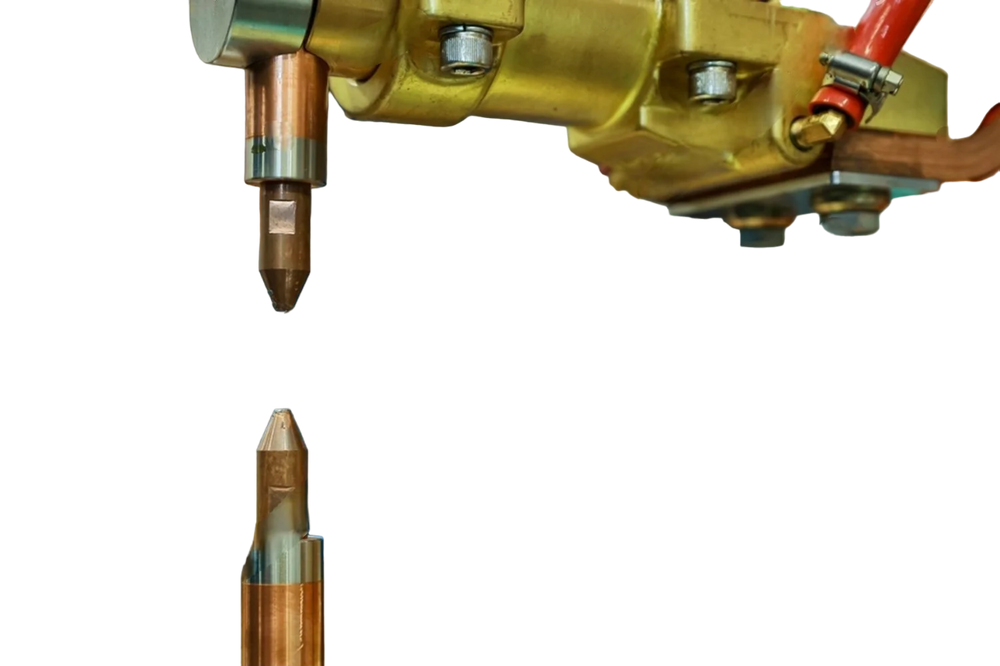
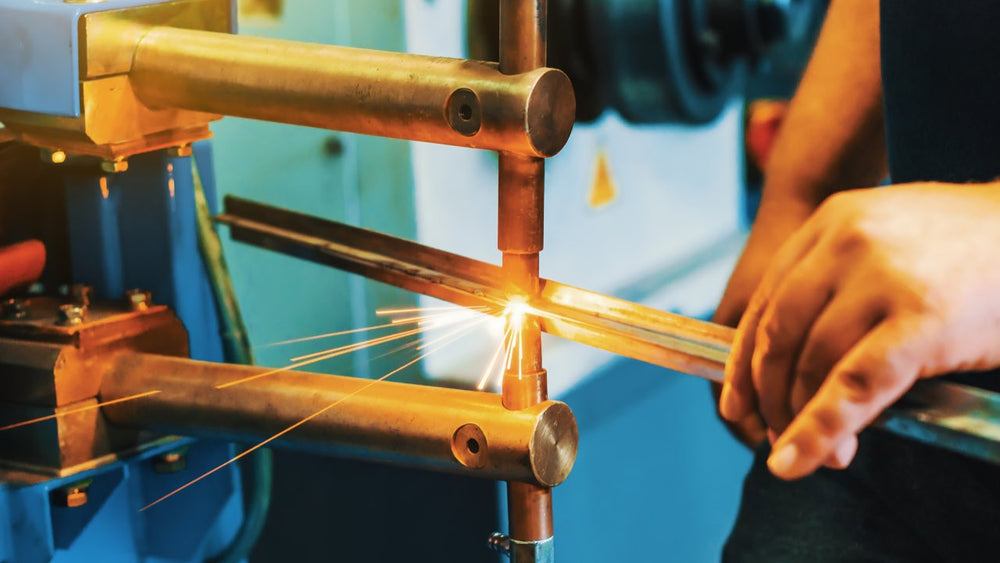
Spot Welding Service
Spot welding, also known as resistance spot welding (RSW), is a process used to join two or more metal sheets together by applying pressure and passing an electric current through the materials to be joined. This method creates welds at discrete spots, typically where the electrodes contact the metal surfaces. The process is widely used for its efficiency and ability to produce strong, reliable welds.
Key Features of Spot Welding
Industries We Can Help
Experience the difference with Taimco:
Dear valued customer,
We want to ensure your satisfaction every step of the way. As you may know, additional shipping charges are sometimes applied by third-party shipping companies for oversized or heavy items. These fees are based on factors like excess length, weight, and handling requirements.
Please rest assured that we do not profit from these charges; they are entirely passed on from the shipping companies. Our commitment to free shipping remains unwavering, and we appreciate your understanding.
Thank you for choosing us!
Email: info@taimco.ca
Get a quote in 24 hours!